
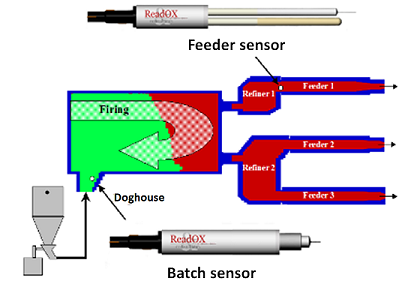

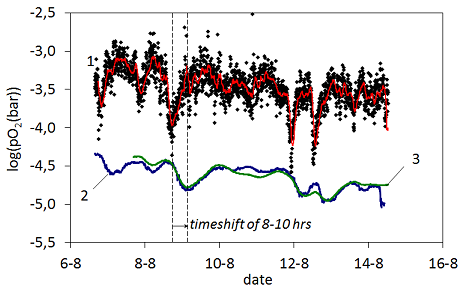
原料バッチ投入域における溶融ガラスのredox(赤色線、1時間作動平均)とフィーダーチャンネルにおける溶融ガラスのredox(青色線)の測定が同時に行われました。これは原料バッチ域における明らかな redox の変動(それぞれ別個の“汚染”カレットバッチによって引き起こされる)は溶融炉内において溶融ガラスが混合された結果、フィーダーにおけるより小さい変動として8 ~ 10時間後に現れることを示しています。
. 
cc
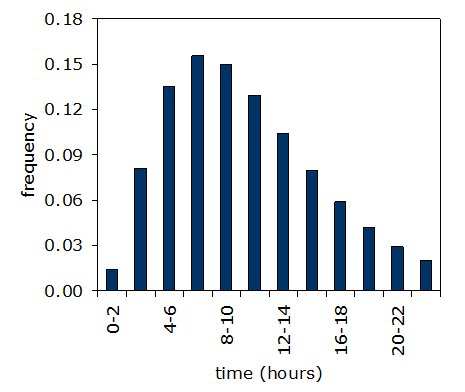
この同時測定から、溶融炉内における溶融ガラスの滞留時間を計算することができます。滞留時間が判ることによって、フィーダー内の溶融ガラスのredox状態(およびガラス製品のその状態)が10時間前に予測することができます(緑色線)。これは、バッチセンサが効果的で、そして敏速な溶融ガラスのredoxコントロールループのための多くの可能性をもつことを示しています。