 The glass melt redox sensor was specially developed for the in-line measurement of the oxygen activity of the glass melt in an industrial glass melting furnace. In recent years it is more and more realized that the oxygen activity (or redox) of the glass melt affects both efficiency of the industrial glass melting process and product quality. The redox state of the glass melt controls important process and product properties such as:
The glass melt redox sensor was specially developed for the in-line measurement of the oxygen activity of the glass melt in an industrial glass melting furnace. In recent years it is more and more realized that the oxygen activity (or redox) of the glass melt affects both efficiency of the industrial glass melting process and product quality. The redox state of the glass melt controls important process and product properties such as: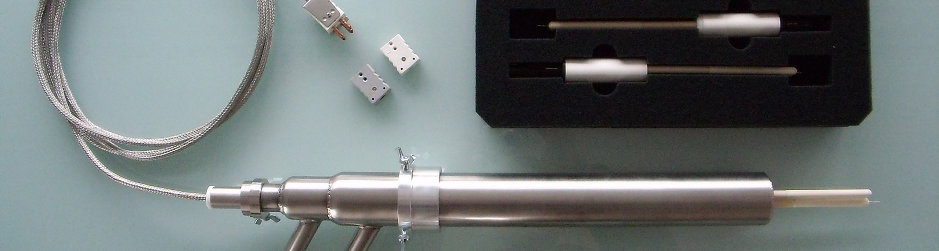
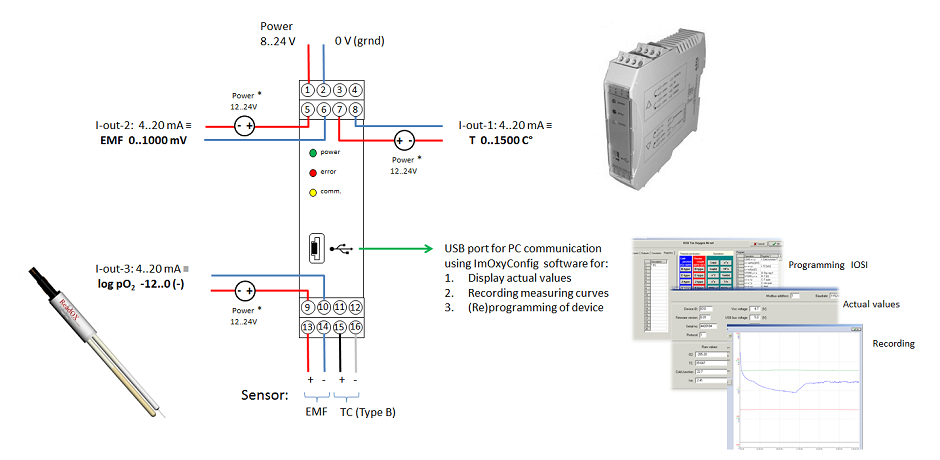
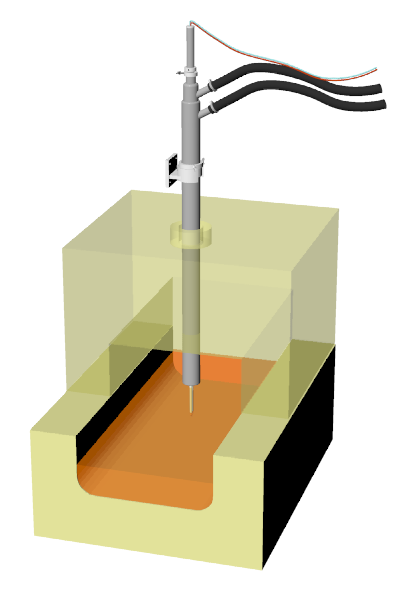
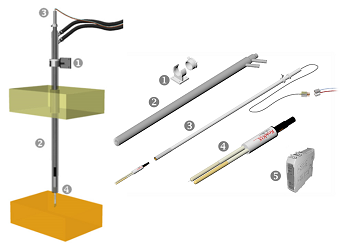 The measuring system comprises a jacket holder unit (1), a water-cooled jacket (2), a measuring lance (3), a replaceable redox sensor (4), and an oxygen sensor interface (5). This relatively simple and robust construction allows a large freedom in the choice of the measuring location. It is an ideal tool for in-line measurement in feeder, working end or fore-hearth.
The measuring system comprises a jacket holder unit (1), a water-cooled jacket (2), a measuring lance (3), a replaceable redox sensor (4), and an oxygen sensor interface (5). This relatively simple and robust construction allows a large freedom in the choice of the measuring location. It is an ideal tool for in-line measurement in feeder, working end or fore-hearth.
The sensor is easily connected to the contact block on the measuring lance. The water-cooled jacket is positioned in the furnace so that the lower end is just above the glass melt level. The redox sensor extends partially out of the water-cooled jacket with its measuring tip immersed in the glass melt.


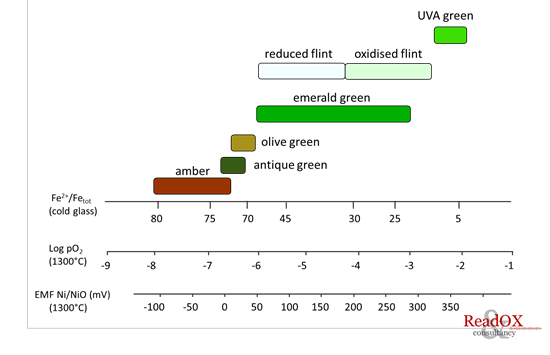
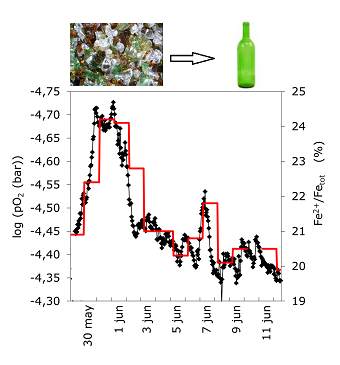
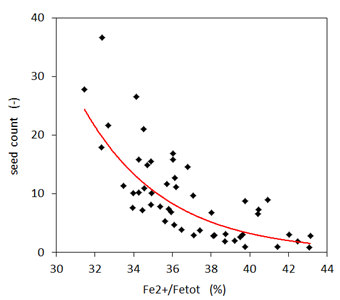
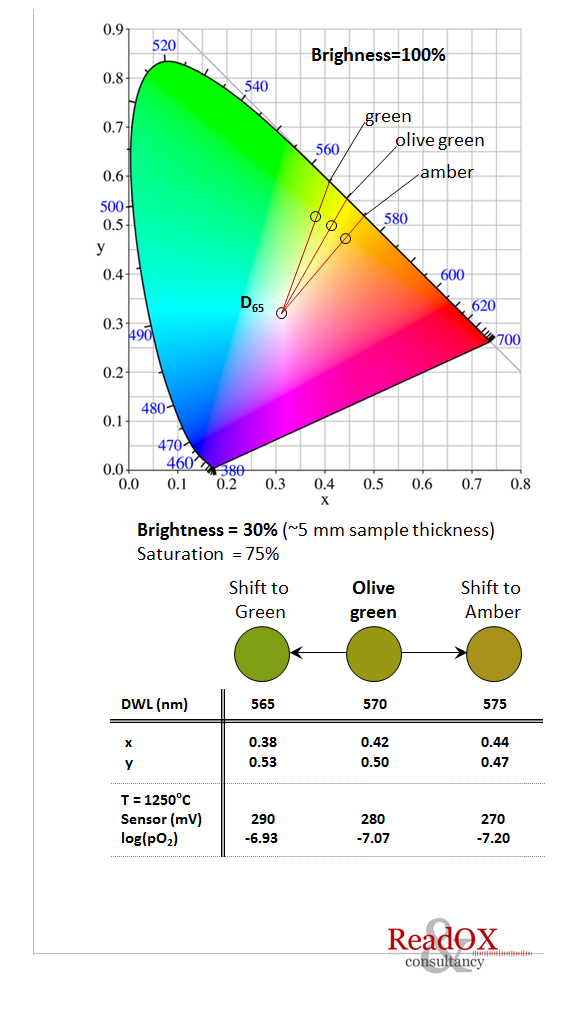
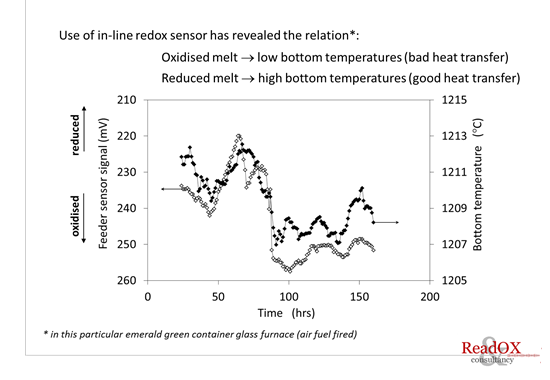 The redox sensor reveals correlations between the oxidation state of the melt and vital process and product properties. This will make the melting process much more transparant to the furnace operator.
The redox sensor reveals correlations between the oxidation state of the melt and vital process and product properties. This will make the melting process much more transparant to the furnace operator.