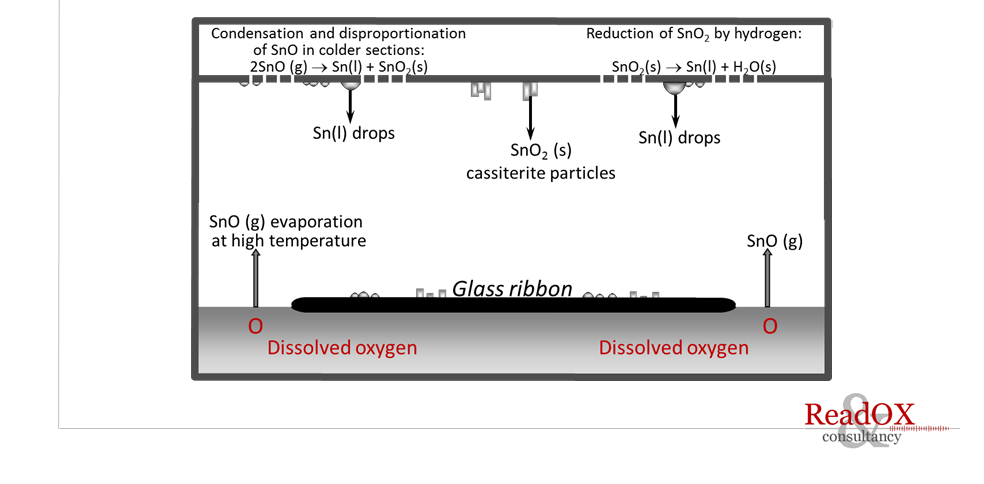
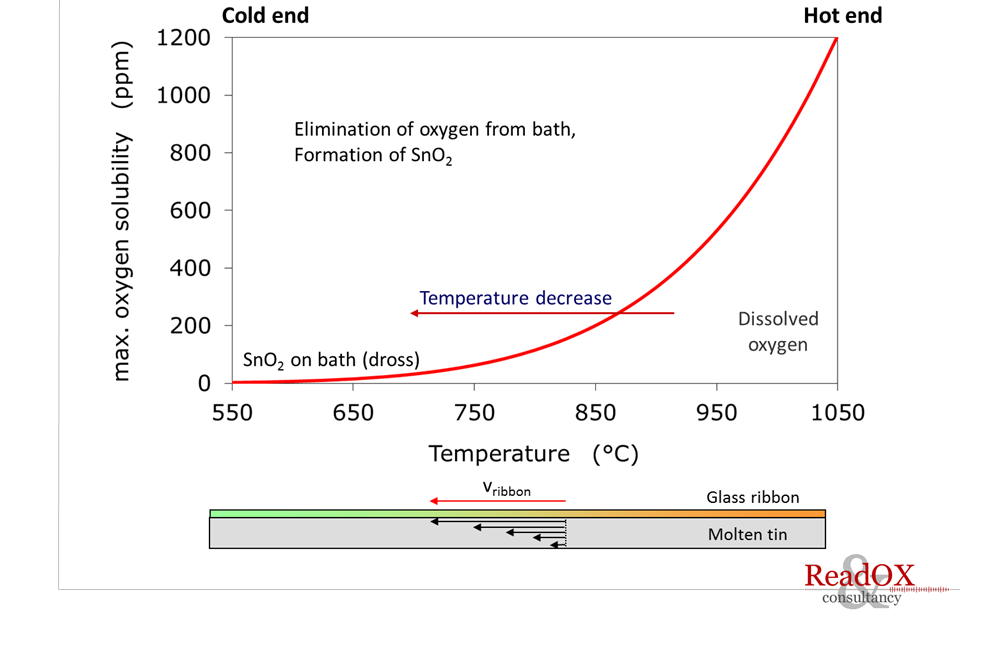
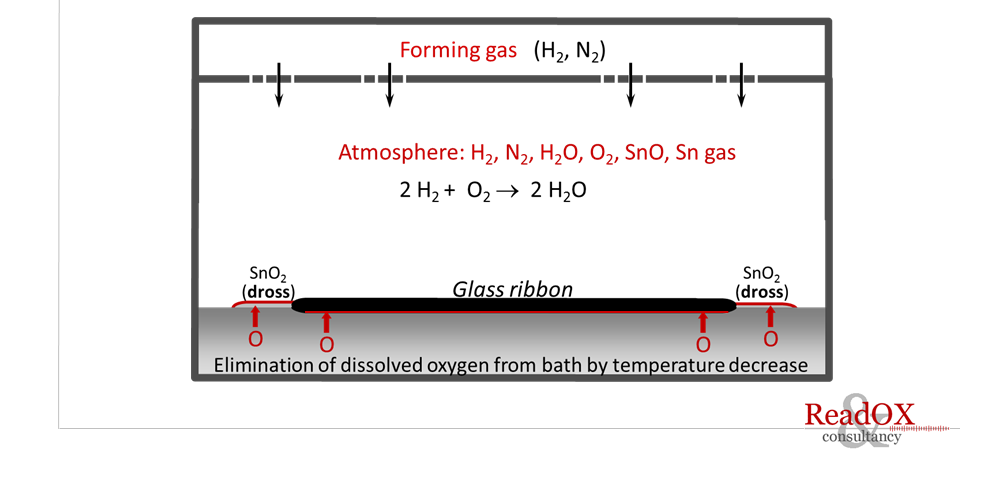
Tin pick up: In the hot end area of the furnace (1100ºC), a relatively large amount of oxygen enters the tin bath as a result of a high oxygen diffusivity at elevated temperatures. As the liquid tin flows along with the glass sheet in the direction of the colder sections near the exit end (600-500ºC), the oxygen solubility decreases significantly. This results in the elimination of the oxygen from the tin melt in the form of tin dioxide (SnO2) floating on the tin, or so-called dross.
Dross formed under the glass sheet, but also a tin melt with high oxygen content, may easily adhere to the bottom surface, usually referred to as tin pick up. Moreover, tin picked up from the bath via the bottom surface may adhere and solidify on the first few lift out rollers, causing even more damage to the bottom surface of the ribbon.
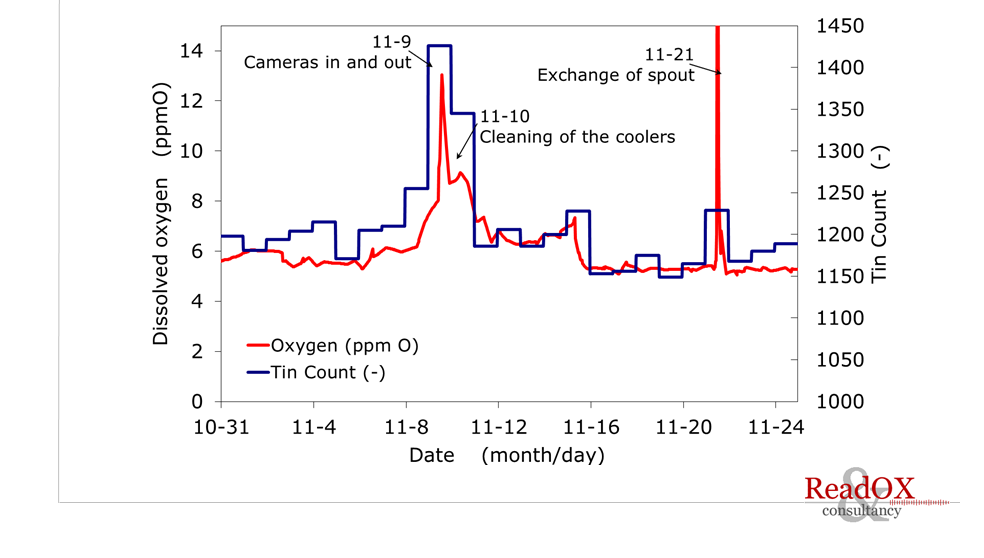
Bloom: The bottom surface defect bloom appears as a haze after post process heat treatments in air of the glass sheet such bending or tempering. It is the result of high tin levels in the bottom surface area of the glass sheet (high tin count values). Diffusion of tin from the bath into the bottom surface mainly occurs at the elevated temperatures in the hot end section of the bath. As most metals are usually insoluble in oxides, tin must first be oxidised to SnO before it may diffuse into the glass ribbon. Therefore, high oxygen levels in tin promote tin diffusion into the bottom surface area of the ribbon and thus promoting bloom formation during post process glass bending or tempering. A clear relation was found between oxygen content measured by a Read-Ox tin oxygen sensor in Bay 1 (hot end) and the analysed tin count values. Especially oxygen leaks in the bath perimeter (side wall sealing) in the hot end area should be eliminated to prevent bloom formation. For this purpose continous oxygen monitoring in the hot end is very important. When the oxygen sensor indicates an increasing oxygen level, the bath perimeter should be inspected and a sealing action may be considered. Moreover, the sensor provides a fast feedback on the effectiveness of a sealing action and critical areas may easily be identified.